
 الإنجليزية
الإنجليزية
 الألمانية
الألمانية
 الفرنسية
الفرنسية
 الإسبانية
الإسبانية
 البرتغالية
البرتغالية
 الإيطالية
الإيطالية
 البولندية
البولندية
 التركية
التركية
 الرومانية
الرومانية
 اليونانية
اليونانية
 البلغارية
البلغارية
 الروسية
الروسية
 العربية
العربية
 الهندية
الهندية
مركز تشغيل مقاطع الألومنيوم EVO A LILIPUT





مركز تشغيل البروفيلات للألومنيوم EVO A LILIPUT
مركز تشغيل NC مدمج ثلاثي المحاور مع وظيفة راوتر نسخ لعمليات تشغيل دقيقة لبروفيلات الألومنيوم على ثلاث جهات من البروفيل
يُعد EVO A LILIPUT مركز تشغيل لبروفيلات الألومنيوم حديثًا ومدمجًا بشكل خاص من أجل تشغيل بروفيلات الألومنيوم بشكل احترافي في الإنتاج الصناعي. وباعتباره مركز تشغيل بروفيلات CNC قويًا، يجمع هذا النظام أهم خطوات العمل الخاصة بتصنيع النوافذ وتصنيع الأبواب وإنشاء الواجهات ضمن عملية مستقرة وقابلة للتكرار. كل من يبحث عن مركز تشغيل موثوق ينفّذ عمليات تشغيل الفيرونكشن والأعمال الوظيفية النموذجية على بروفيلات الألومنيوم بشكل نظيف وسريع وبدرجة تكرار عالية، سيجد في EVO A LILIPUT مركز تشغيل CNC عمليًا يركّز بوضوح على سير عمل إنتاجي للسلاسل وعلى إنتاج القطع الفردية بكفاءة.
في إنتاج البروفيلات الحديث، لا تقتصر الأهمية على جودة التشغيل فقط، بل قبل كل شيء على موثوقية العملية: أوقات إعداد قصيرة، تموضع واضح، تقنية تثبيت مستقرة، ومفهوم تشغيل يقلّل مصادر الخطأ. هنا تمامًا يأتي دور EVO A LILIPUT باعتباره مركز تشغيل للألومنيوم. وبفضل التشغيل على ثلاث أسطح من البروفيل، فإن هذا مركز تشغيل بروفيلات الألومنيوم مناسب تمامًا للمهام النموذجية في تشغيل الفيرونكشن. وتشمل هذه، من بين أمور أخرى، تفريز بيت القفل، حفر مقبض، جيوب المفصلات، تشغيل الثقوب الطولية، تفريز الشقوق، إضافةً إلى التجاويف والكونتورات المحددة. وهذا يجعل EVO A LILIPUT ليس فقط مركز تشغيل لبروفيلات الألومنيوم، بل مركز تشغيل بروفيلات للألومنيوم مصممًا باستمرار لاحتياجات الإنتاج الواقعية.
مركز تشغيل: بروفيلات الألومنيوم لتصنيع النوافذ وتصنيع الأبواب وإنشاء الواجهات
في تصنيع النوافذ والأبواب، تُعد عملية التشغيل الدقيقة والنظيفة للبروفيلات أمرًا حاسمًا كي تركب الإكسسوارات والأقفال والمقابض دون فراغ ولتفادي الشكاوى لاحقًا. وباعتباره مركز تشغيل CNC لبروفيلات الألومنيوم، يدعم EVO A LILIPUT التنفيذ السريع لخطوات التشغيل المتكررة ويضمن بقاء كل من الإنتاج التسلسلي والإنتاج المرن حسب الطلب فعالَين. وخاصةً في مجالات مثل إنشاء الواجهات أو عند التعامل مع بروفيلات كبيرة وثقيلة، تكون تقنية التثبيت المستقرة وحركات المحاور القابلة للتكرار ضرورية. تم تطوير EVO A LILIPUT لهذا الغرض تحديدًا: كونه ماكينات CNC للألومنيوم بمفهوم آلة مدمج، ودقة تكرار عالية، وسير عمل منظم بوضوح.
سواء كان الأمر تفريز بروفيلات الألومنيوم، حفر بروفيلات الألومنيومأو تفريز شقوق بروفيلات الألومنيوم بشكل نظيف، فإن ما يهم عمليًا هو أن تعمل كل خطوة تشغيل بطريقة يمكن التحكم بها وبسرعة وبقابلية تكرار. لذلك يعمل هذا مركز تفريز CNC لبروفيلات الألومنيوم بمفهوم تشغيل سهل الاستخدام وبقوالب برامج بارامترية تبسّط عمليات التشغيل المتكررة وتزيد موثوقية العملية. وهذا يجعل تشغيل بروفيلات الألومنيوم CNC قابلًا للتنبؤ: جهد ضبط أقل، وقت بحث أقل، أخطاء أقل، جودة أعلى.
مركز تفريز CNC: بروفيلات الألومنيوم مع وظيفة راوتر النسخ وقوالب برامج بارامترية
ميزة أساسية في EVO A LILIPUT هي وظيفة راوتر النسخ المدمجة. في العديد من الورش، يُعد هذا بالضبط المفتاح لتنفيذ عمليات التشغيل المتكررة على بروفيلات الألومنيوم بسرعة وبنظافة. وباعتباره مركز تفريز CNC لبروفيلات الألومنيوم، فإن النظام مثالي عندما يجب إنتاج الكونتورات والتجاويف بشكل موثوق اعتمادًا على نموذج أو قالب، دون أن يضطر المشغل إلى كتابة برامج معقدة. وهذا يجعل تشغيل بروفيلات الألومنيوم CNC فعالًا حتى للفرق التي تقدّر العمليات الواضحة والتشغيل البسيط.
وبفضل قوالب البرامج البارامترية، يمكن اختيار وضبط عمليات تشغيل نموذجية مثل تجاويف بيت القفل، أنماط ثقوب المقبض أو جيوب المفصلات المحددة بسرعة. في الإنتاج اليومي يعني ذلك: تشغيل بروفيلات CNC للألومنيوم موحّد، ومع ذلك يبقى مرنًا بما يكفي لتغطية الحالات الخاصة وأنظمة البروفيلات المختلفة. كل من يبحث عن ماكينة لبروفيلات الألومنيوم تقدم ليس فقط دقة عالية بل أيضًا مكاسب إنتاجية حقيقية يستفيد من هذا المزيج تحديدًا من منطق NC وراوتر النسخ والمعلمات البسيطة.
تشغيل فيرونكشن بروفيلات الألومنيوم بمنطق عملية واضح
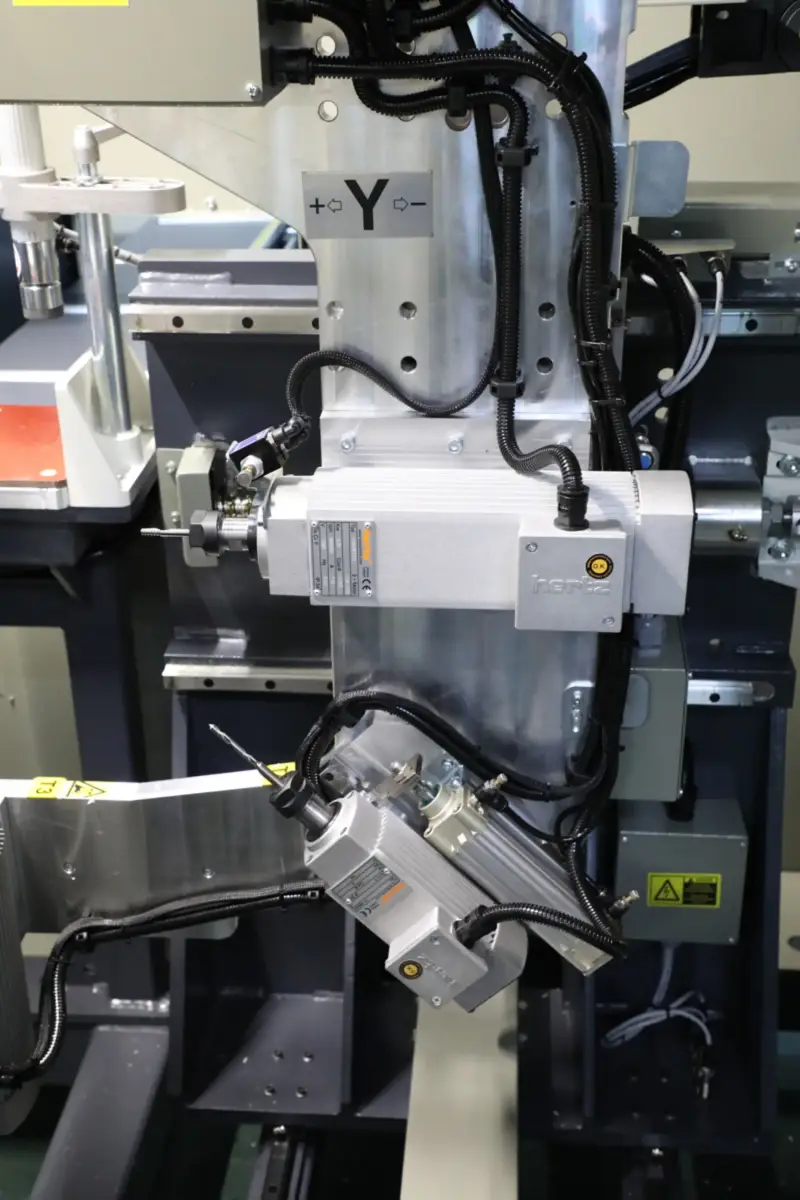
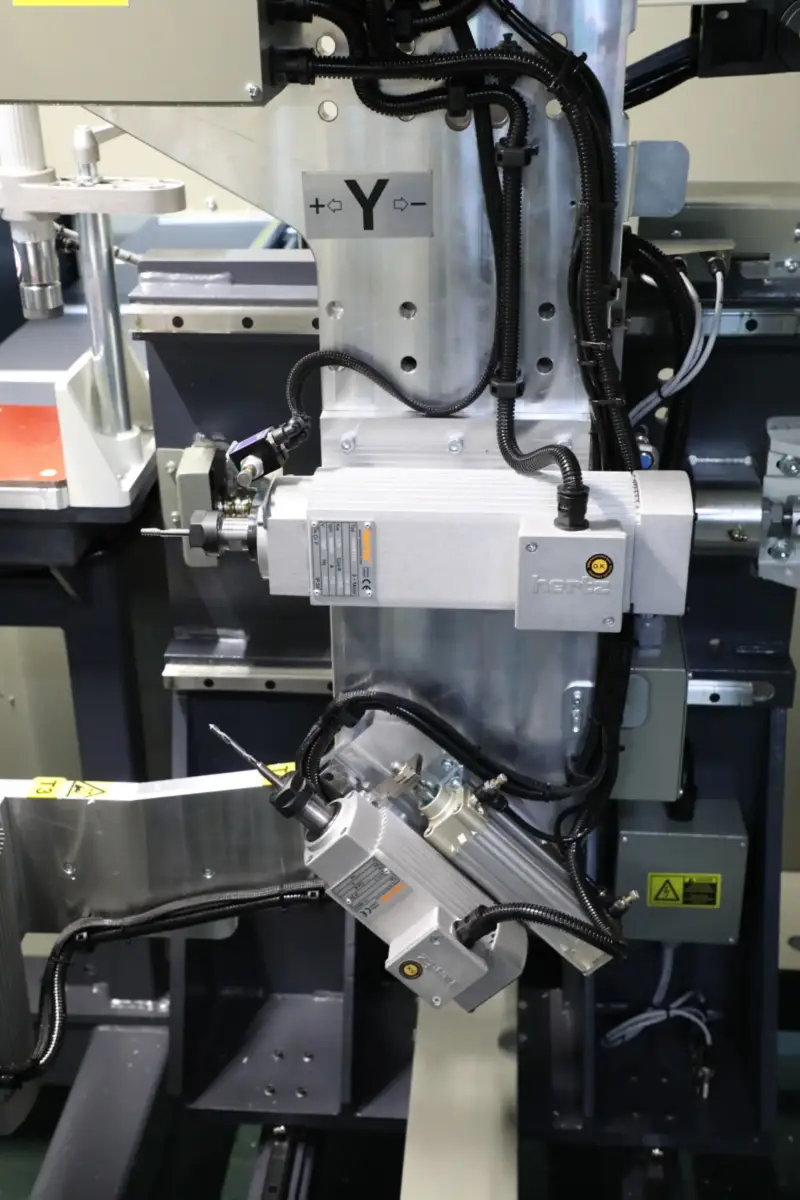
يُعد تشغيل الفيرونكشن عنق زجاجة في العديد من العمليات لأن العديد من الخطوات الفردية تتجمع معًا: القياس، التعليم، التثبيت، التفريز، الحفر، وإعادة التشغيل. يقلّل EVO A LILIPUT هذه التعقيدات عبر إتاحة التشغيل على ثلاث جهات من البروفيل والسماح للمغازل بالعمل بشكل مستقل. وهذا يدمج خطوات عمل نموذجية مثل تشغيل بيت القفل للألومنيوم، حفر المقبض لبروفيلات الألومنيوم وتفريز جيوب المفصلات للبروفيلات ضمن سير عمل منظم.
وبشكل خاص، يتطلب تفريز الثقوب الطولية لبروفيلات الألومنيوم حوافًا نظيفة وأبعادًا متجانسة كي تلائم الفيرونكشن ووسائل التثبيت بدقة. وبالمثل، عند تفريز الشقوق لبروفيلات الألومنيوم، من المهم أن يتم توجيه مسار التفريز بشكل ثابت وأن تُمسك تقنية التثبيت البروفيل بإحكام. يدعم EVO A LILIPUT هذه المتطلبات عبر تقنية تثبيت هوائية وهندسة آلة واضحة تتيح تشغيل بروفيلات الألومنيوم بجودة قابلة للتكرار.
التموضع والتثبيت ودقة التكرار كأساس لتشغيل بروفيلات CNC
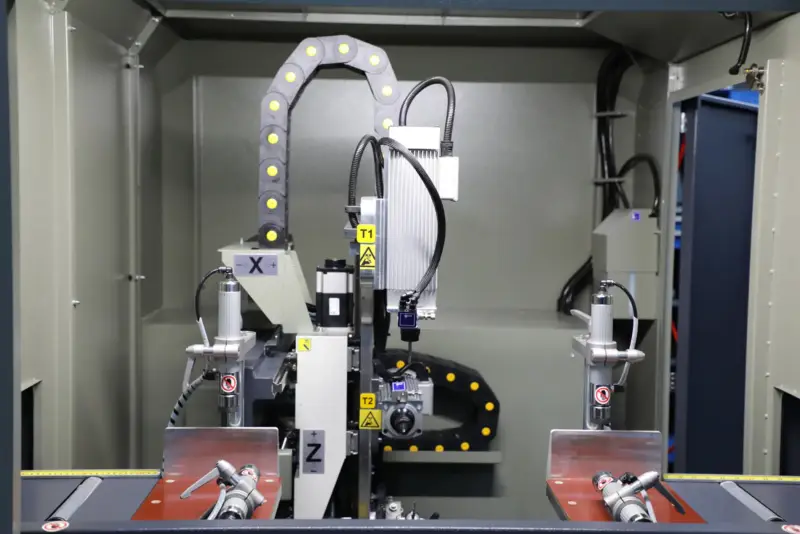
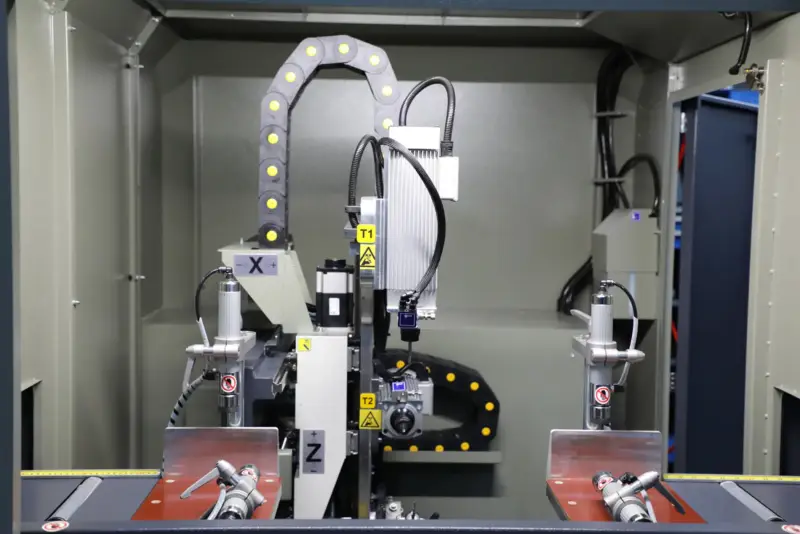
عمليًا، غالبًا ما يكون التمركز هو الفارق بين إنتاج سريع وإعادة تشغيل تستغرق وقتًا طويلًا. لذلك يوفر EVO A LILIPUT دعمًا واضحًا للمشغل: محددات بروفيل يمين ويسار بالإضافة إلى وسم ليزري تساعد على محاذاة البروفيلات بسرعة وبأمان. وهذا يبقي تشغيل بروفيلات CNC مستقرًا حتى عند تشغيل مقاطع بروفيل مختلفة وأعمال متبدلة بالتناوب.
يضمن الجمع بين قوالب التثبيت الهوائية الأفقية والعمودية تثبيت البروفيل بشكل موثوق أثناء تفريز بروفيلات الألومنيوم وحفر بروفيلات الألومنيوم. وهذا مهم بشكل خاص للبروفيلات الأطول أو عند التشغيل بالقرب من حافة البروفيل. وهنا يتضح تمامًا دور مركز تشغيل البروفيلات الاحترافي: اهتزاز أقل، أسطح أفضل، حواف نظيفة وأنماط ثقوب دقيقة.
سرعة إنتاجية مع زمن دورة قصير
إلى جانب الدقة، تهم السرعة أيضًا. يحقق EVO A LILIPUT سرعات تموضع تصل إلى 30 م/دقيقة على محاور X وY وZ. وبالاقتران مع قوالب برامج واضحة ومحاذاة سريعة، يصبح تشغيل بروفيلات الألومنيوم CNC أكثر اقتصادية بشكل ملحوظ. وهذا يفيد ليس فقط مصنّعي السلاسل، بل أيضًا الورش التي تنتج أجزاءً كثيرة ومتنوعة وتحتاج رغم ذلك إلى أزمنة تسليم قصيرة.
وبفضل ثلاثة مغازل وبسرعة قصوى 18,000 دورة/دقيقة، يصبح النظام مركز تشغيل CNC موثوقًا لبروفيلات الألومنيوم يتيح عمليات تشغيل شائعة بجودة قطع عالية. يضمن حامل الأداة ER 20 تثبيتًا مستقرًا للأداة في الاستخدام اليومي. ويغطي قطر الأداة الأقصى 13 mm التطبيقات النموذجية في تشغيل البروفيلات بشكل موثوق.
البيانات الفنية EVO A LILIPUT
| المواصفة | القيمة | الوحدة / ملاحظة |
|---|---|---|
| مشوار محور X (طولي) | 350 | mm |
| مشوار محور Y (عرضي) | 150 | mm |
| مشوار محور Z (عمودي) | 120 | mm |
| سرعة التموضع لمحور X | 30 | m/min |
| سرعة التموضع لمحور Y | 30 | m/min |
| سرعة التموضع لمحور Z | 30 | m/min |
| ضغط الهواء المضغوط | 6 إلى 8 | bar |
| استهلاك الهواء المضغوط | 40 | L/min |
| القدرة الكهربائية القصوى المتصلة | 12 | kW |
| الجهد | 400 V 3P PE AC | |
| التردد | 50 إلى 60 | Hz |
| عدد المغازل | 3 | مع تبريد بمروحة |
| القدرة القصوى للمغزل | 3 | kW |
| السرعة القصوى للمغزل | 18.000 | rpm |
| حامل الأداة | ER 20 | |
| القطر الأقصى للأداة | 13 | mm |
| مدى تثبيت دعم البروفيل Xmax / Xmin | حتى 660 / حد أدنى مفتوح | mm |
| مدى تثبيت دعم البروفيل Ymax / Ymin | حتى 150 / حد أدنى مفتوح | mm |
| مدى تثبيت دعم البروفيل Zmax / Zmin | حتى 120 / حد أدنى مفتوح | mm |
| التحكم، الشاشة | 10 | inch touchscreen |
| نقل البيانات | USB | standard |
| Smart CAM Postprocessing | اختياري | |
| قوالب التثبيت، العدد القياسي | 4 | pcs |
| أبعاد الماكينة (الطول x العرض x الارتفاع) | 2.900 x 2.370 x 2.045 | mm |
| الوزن الصافي | 800 | kg |
| الوزن الإجمالي | 1.000 | kg |
المعدات القياسية والخيارات
المعدات القياسية لتشغيل آمن لبروفيلات الألومنيوم
لكي يكون مركز تشغيل CNC جاهزًا للإنتاج التسلسلي، يجب أن تغطي التجهيزات الأساسية المتطلبات اليومية. لذلك يتم تزويد EVO A LILIPUT بنظام تبريد ووسم ليزري ومحددات بروفيل. تضمن قوالب التثبيت الهوائية بتصميم أفقي وعمودي أن يبقى CNCتشغيل البروفيلات للألومنيوم مستقرًا وقابلًا للتكرار. بالإضافة إلى ذلك، يتم تضمين 3 قطع من قواطع تفريز بقطر 6 mm كأساس للعديد من عمليات التشغيل القياسية.
ملحقات اختيارية لمزيد من المرونة
كل من يريد استخدام الماكينة كـ ماكينات CNC للألومنيوم عبر نطاق واسع من القطع يمكنه توسيع التجهيزات بمقاسات إضافية للقواطع وبالخيار الاختياري Servo Control Profile Support لدعم البروفيلات الطويلة بشكل أكثر راحة. وهذا يحول EVO A LILIPUT إلى ماكينة مرنة لبروفيلات الألومنيوم لتلبية المتطلبات المتغيرة في تصنيع النوافذ وتصنيع الأبواب وإنشاء الواجهات.
EVOMATEC – شريكك لمستقبل تشغيل بروفيلات الألومنيوم
Contact: Click Here